本質的に、工作機械は機械が工具経路をガイドするためのツールです。人間が工作機械を発明するまでは、手動ツールやほとんどすべての人間のツールのように、直接的な手動のガイドによってではありません。
数値制御 (NC) とは、プログラマブル ロジック (文字、数字、記号、単語、または組み合わせの形式のデータ) を使用して工作機械を自動的に制御することを指します。それが登場する前は、加工ツールは常に手動のオペレーターによって制御されていました。
コンピュータ数値制御 (CNC) とは、精度と一貫性を向上させるために、正確にエンコードされた命令を工作機械制御システムのマイクロプロセッサに送信することを指します。今日人々が話す CNC は、ほとんどすべてコンピューターに接続されたフライス盤を指します。技術的に言えば、コンピュータによって制御されるあらゆるマシンを表すために使用できます。
過去 1 世紀の間に、多くの発明が CNC 工作機械の開発の基礎を築きました。ここでは、数値制御技術開発の 4 つの基本要素、つまり初期の工作機械、パンチカード、サーボ機構、および自動プログラミング ツール (APT) プログラミング言語を見ていきます。
初期の工作機械
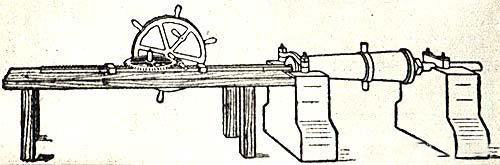
英国の第二次産業革命中、ジェームス・ワットは産業革命を推進した蒸気エンジンを開発したことで称賛されましたが、1775 年にジョン・ジョンウィルキンソンが世界初の工作機械として知られるものを作成するまで、蒸気エンジンのシリンダーの製造精度に困難が生じました。蒸気エンジンのシリンダーのボーリング加工に使用され、解決されました。このボーリングマシンもウィルキンソンによってオリジナルの大砲に基づいて設計されました。
パンチカード
1725 年、フランスの織物労働者バジル ブションは、一連の穴を通して紙テープ上のエンコードされたデータを使用して織機を制御する方法を発明しました。これは画期的ではありますが、この方法の欠点も明らかです。それは、依然として演算子が必要であるということです。 1805 年、ジョセフ マリー ジャカードはこのコンセプトを採用しましたが、より強力なパンチカードを順番に配置して使用することで強化され、プロセスが自動化されました。これらのパンチカードは現代のコンピューティングの基礎であると広く考えられており、織物における家庭用手工芸品産業の終焉を示しています。
興味深いことに、当時の絹織物職人たちは、この自動化が仕事や生計を奪うことを懸念して、ジャカード織機に抵抗していました。彼らは生産に使用された織機を繰り返し燃やしました。しかし、業界は自動織機の利点を認識していたため、彼らの抵抗は無駄であることが判明しました。 1812 年までに、フランスでは 11,000 台のジャカード織機が使用されていました。

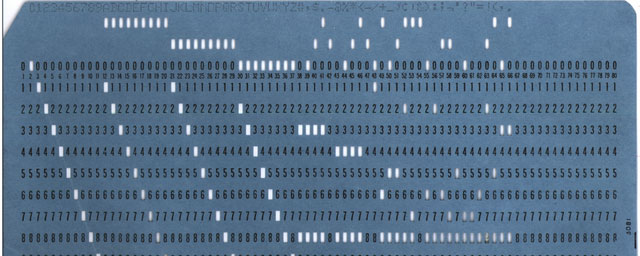
パンチカードは 1800 年代後半に開発され、電信から自動ピアノまでさまざまな用途に使用されました。機械的な制御は初期のカードによって決定されましたが、アメリカの発明家ハーマン・ホレリスは電気機械式パンチカード表作成装置を作成し、ゲームのルールを変えました。彼のシステムは、彼が米国国勢調査局に勤務していた 1889 年に特許を取得しました。
ハーマン ホレリスは 1896 年にタブレーター会社を設立し、他の 4 社と合併して 1924 年に IBM を設立しました。 20 世紀後半、コンピューターや数値制御機械のデータ入力と保存にパンチカードが初めて使用されました。元の形式には 5 列の穴がありますが、後続のバージョンでは 6 列、7 列、8 列、またはそれ以上の列があります。
サーボ機構
サーボ機構は、エラー誘導フィードバックを使用して機械または機構の性能を修正する自動装置です。場合によっては、サーボを使用すると、高電力デバイスをはるかに低電力のデバイスで制御できるようになります。サーボ機構は、被制御装置、指令を与える装置、誤差検出器、誤差信号増幅器、誤差を補正する装置(サーボモータ)から構成されます。サーボ システムは通常、位置や速度などの変数を制御するために使用され、最も一般的なものは電気、空気圧、または油圧です。
最初の電気サーボ機構は、1896 年に英国の H. カレンダーによって設立されました。1940 年までに、MIT は特別なサーボ機構研究室を設立しました。これは、このテーマに対する電気工学科の関心の高まりに端を発しています。 CNC加工では、自動加工プロセスで要求される公差精度を達成するためにサーボシステムが非常に重要です。
自動プログラミングツール(APT)
自動プログラミング ツール (APT) は、1956 年にマサチューセッツ工科大学のサーボ機構研究所で誕生しました。これは、コンピュータ アプリケーション グループの創造的な成果です。これは、CNC 工作機械用の命令を生成するために特に使用される、使いやすい高級プログラミング言語です。元のバージョンは FORTRAN より前のものでしたが、後のバージョンは Fortran で書き直されました。
Apt は、MIT の世界初の NC マシンで動作するために作成された言語です。その後、コンピュータ制御の工作機械プログラミングの標準となり続け、1970 年代には広く使用されました。その後、apt の開発は空軍の支援を受けて行われ、最終的には民間部門にも開放されました。
コンピューター アプリケーション グループの責任者であるダグラス T. ロスは、apt の父として知られています。彼は後に「コンピュータ支援設計」(CAD) という用語を作りました。
数値制御の誕生
CNC 工作機械が登場する前に、まず CNC 工作機械の開発と最初の CNC 工作機械が登場します。歴史的詳細のさまざまな説明にはいくつかの違いがありますが、最初の CNC 工作機械は軍が直面する特定の製造上の課題に対応するだけでなく、パンチ カード システムの自然な発展でもありました。
「デジタル制御は第二次産業革命の始まりであり、機械や産業プロセスの制御が不正確な図面から正確なものへと変化する科学時代の到来を示しています。」 – 製造技術者協会。
アメリカの発明家ジョン T. パーソンズ (1913 – 2007) は数値制御の父として広く知られています。彼は、航空機エンジニアのフランク L. stulen の助けを借りて数値制御技術を考案し、実装しました。ミシガン州のメーカーの息子として、パーソンズは 14 歳で父親の工場で組立工として働き始めました。その後、家業のパーソンズ製造会社の下で多数の製造工場を所有し、運営しました。
パーソンズは初の NC 特許を取得しており、数値制御分野における先駆的な業績により全米発明家の殿堂に選ばれました。パーソンズは合計 15 件の特許を取得しており、さらに 35 件が彼の事業に付与されています。製造技術者協会は 2001 年にパーソンズ氏にインタビューし、彼の視点から見た彼のストーリーを広く知ってもらいました。
NCの初期スケジュール
1942年:ジョン・T・パーソンズは、シコルスキー・エアクラフトからヘリコプターのローターブレードの製造を下請けされました。
1944年:翼ビームの設計上の欠陥により、最初に製造された 18 枚のブレードのうちの 1 枚が故障し、パイロットが死亡しました。パーソンズ氏のアイデアは、ローターブレードを金属で打ち抜いて強度を高め、アセンブリを固定する接着剤とネジを置き換えることです。
1946年:人々はブレードを正確に製造するための製造ツールを作成したいと考えていましたが、これは当時の状況では非常に複雑な課題でした。そこでパーソンズは航空機エンジニアのフランク・シュトゥーレンを雇い、他の3名でエンジニアリングチームを結成した。 Stulen は、ブレードの応力レベルを測定するために IBM パンチカードを使用することを考え、このプロジェクトのために 7 台の IBM マシンをレンタルしました。
1948 年、自動工作機械の動作シーケンスを簡単に変更するという目標は、単に固定動作シーケンスを設定する場合と比較して、主に 2 つの方法で達成され、トレーサ制御とデジタル制御という 2 つの主な方法で実行されています。ご覧のとおり、最初の作業では、オブジェクトの物理モデル (または、シンシナティ ケーブル トレーサー水力電話など、少なくとも完全な図面) を作成する必要があります。 2 つ目は、オブジェクトや部品のイメージを完成させるのではなく、それを抽象化するだけです。つまり、数学的モデルと機械命令です。
1949年:米空軍は超精密な翼構造の助けを必要としています。パーソンズ氏は CNC マシンを売却し、それを実現するために 20 万ドル相当の契約を獲得しました。
1949年:パーソンズ氏とストゥーレン氏は、スナイダー マシン & ツール社と協力して機械を開発しており、機械を正確に動作させるにはサーボ モーターが必要であることに気づきました。パーソンズは、「カード・ア・マチック・フライス盤」のサーボ・システムをマサチューセッツ工科大学のサーボ機構研究所に下請けしました。
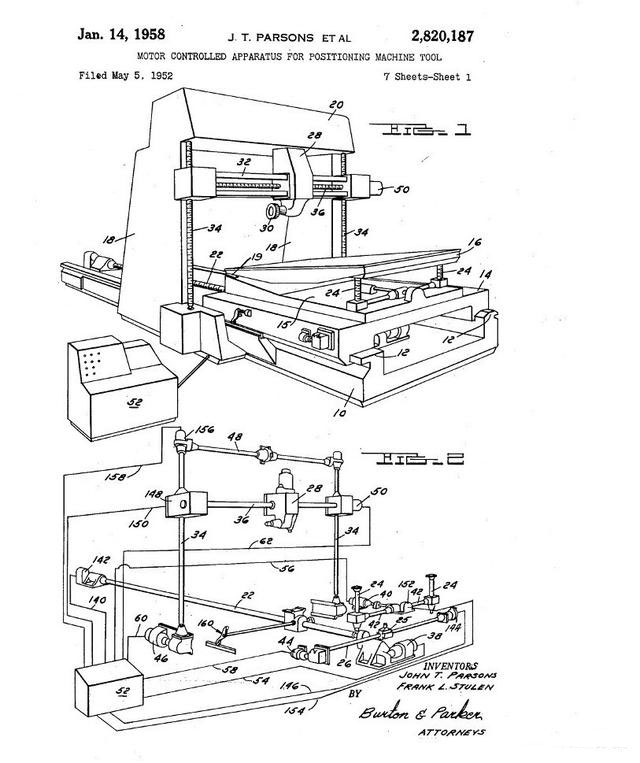
1952年(5月):パーソンズが「工作機械の位置決め用モータ制御装置」の特許を出願。彼は 1958 年に特許を取得しました。
1952年(8月):これに応じて、MIT は「数値制御サーボ システム」の特許を申請しました。
第二次世界大戦後、アメリカ空軍は、創設者ジョン・パーソンズが行った NC 加工の革新をさらに発展させるために、パーソンズといくつかの契約を結びました。パーソンズは、MIT のサーボ機構研究所で行われている実験に興味を持ち、1949 年に MIT が自動制御の専門知識を提供するプロジェクトの下請け業者になることを提案しました。その後 10 年間で、MIT はプロジェクト全体の制御権を獲得しました。サーボ研究所の「3 軸連続経路制御」というビジョンが、パーソンズ氏の当初の「切断位置決めにおける切断」という概念に取って代わられたからです。常に問題がテクノロジーを形作りますが、歴史家のデイビッド・ノーブルが記録したこの特別な物語は、テクノロジーの歴史における重要なマイルストーンとなりました。
1952年:MIT は、複雑で高価な 7 レール穴あきベルト システム (冷蔵庫サイズのキャビネット 5 台に 250 個の真空管、175 個のリレー) をデモンストレーションしました。
1952 年の MIT のオリジナルの CNC フライス盤は、シンシナティの 3 軸フライス盤を改良した Hydro Tel 社でした。
1952 年 9 月のサイエンティフィック アメリカン誌の雑誌「自動制御」には、「人類の未来を効果的に形作る科学技術革命を表す自己調整機械」に関する記事が 7 件掲載されています。
1955年:Concord の管理者 (MIT の元のチームのメンバーで構成) は Numericard を作成し、MIT NC マシンの穴あきテープを GE が開発したテープ リーダーに置き換えました。
テープストレージ
1958年:パーソンズは米国特許 2820187 を取得し、独占的ライセンスを Bendix に販売しました。 IBM、富士通、ゼネラル・エレクトリックはいずれも、独自のマシンの開発を開始した後、サブライセンスを取得しました。
1958年:MIT は NC 経済学に関する報告書を発表し、その報告書では、現在の NC 機械は実際には時間を節約できず、労働力を工場の作業場から穴あきベルトを製造する人々に移転したと結論付けました。
投稿日時: 2022 年 7 月 19 日